
Can rapid tooling support overmolding and insert molding for complex part production? The definitive answer is yes. Modern rapid tooling services have advanced significantly, enabling engineers to validate intricate designs and initiate bridge production without the excessive lead times associated with traditional steel molds. By leveraging high-strength aluminum alloys (such as Aluminum 7075) and hybrid mold configurations, manufacturers can now produce functional overmolded grips and insert-molded electronic housings using production-grade materials. This capability ensures seamless validation for critical medical and automotive applications, bridging the gap between prototyping and mass manufacturing.
Optimizing Overmolding Process Parameters
Overmolding in rapid tooling requires precise control over thermal dynamics and material adhesion to prevent defects commonly found in multi-shot processes. Engineers must account for the different cooling rates of aluminum molds compared to steel to maintain dimensional stability.
Material Compatibility and Adhesion Mechanics
The success of an overmolded part hinges on the bond between the substrate (first shot) and the overmold (second shot). In rapid tooling, achieving a chemical bond between materials like TPE (Thermoplastic Elastomer) and rigid substrates such as PC/ABS requires strict temperature control. Since aluminum molds dissipate heat faster than steel, process parameters must be adjusted to ensure the substrate remains at a temperature that facilitates molecular entanglement without deformation.
For incompatible material pairs where chemical bonding is weak, engineers must design mechanical interlocks. Rapid tooling allows for the CNC machining of complex undercuts and dovetail grooves in the mold cavity. These features create a physical lock for the overmold material. Data from bridge production runs indicates that increasing the draft angle to 1.5° on textured surfaces improves release performance, reducing the risk of the soft TPE layer peeling during ejection.
Controlling Defects in Multi-Shot Rapid Tooling
Preventing defects such as flow marks and substrate deformation during the second shot is critical. In rapid tooling, gate location optimization is paramount. Using Moldflow simulation, engineers can position gates to ensure balanced filling, avoiding “jetting” where the molten plastic shoots into the cavity and creates surface blemishes.
Thermal management also plays a role in defect prevention. Unlike conformal cooling in sintered steel inserts, rapid aluminum molds often rely on straight-line cooling channels. To compensate, cycle times may be slightly extended to allow sufficient heat dissipation, preventing the substrate from softening and shifting under the injection pressure of the second shot. Maintaining tolerances of ±0.05 mm is achievable by strictly monitoring mold surface temperatures and using high-precision CNC machining for the cavity and core sets.
Overcoming Insert Molding Integration Challenges
Insert molding presents unique challenges in rapid tooling, primarily concerning the precise loading of hardware and managing the differential stress between metal inserts and the polymer matrix.
Precision Loading and Stress Management
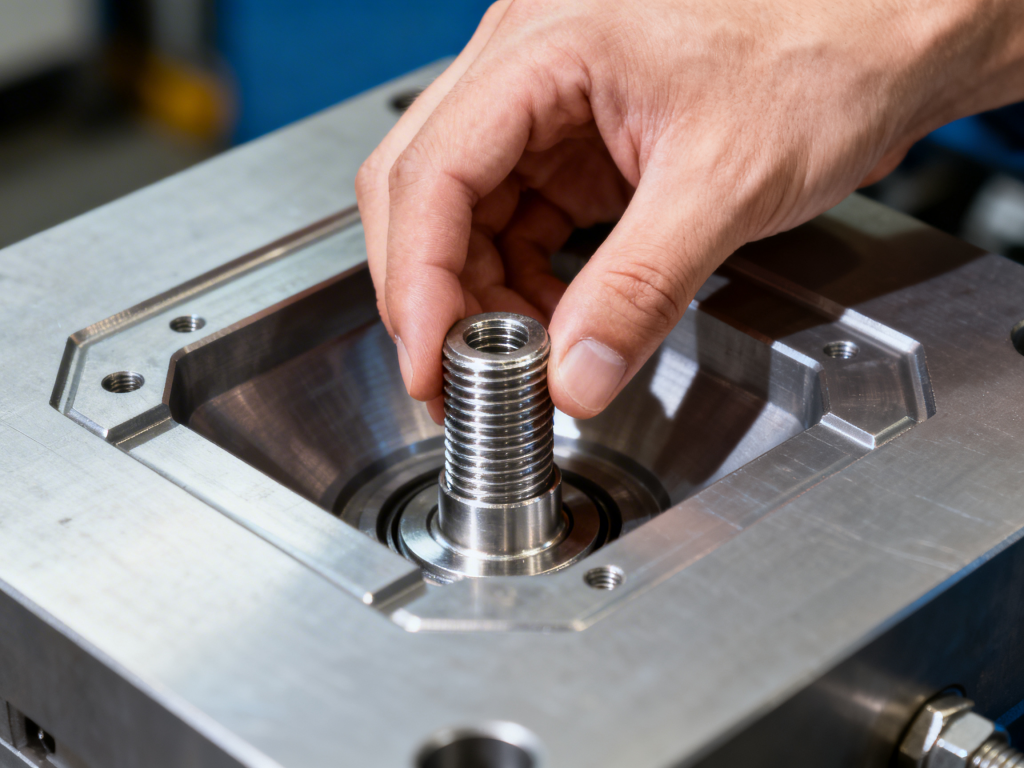
The integration of metal inserts—such as threaded brass nuts or stainless steel bushings—requires high-precision locating features within the mold. In rapid tooling, hand-loaded inserts are frequently used for low-volume runs (50–500 units). Operators must place these inserts manually into the mold before each cycle. To ensure repeatability, the mold design must include robust locating pins that prevent the insert from shifting during the high-pressure injection phase.
Managing hoop stress is equally important. When molten plastic cools around a metal insert, it shrinks, creating residual stress that can crack the part. Pre-heating the metal inserts to 80°C–120°C before loading them into the mold helps reduce the thermal differential, minimizing hoop stress. For automotive sensor housings, this step is vital to pass thermal shock validation tests. Furthermore, selecting resins with lower shrinkage rates can mitigate the risk of cracking around large inserts, a technique validated in numerous rapid tooling projects for EV connectors.
Industry-Specific Validation Protocols
For medical and automotive sectors, the goal of rapid tooling is often regulatory validation. Medical devices produced via insert molding must undergo biocompatibility testing (e.g., ISO 10993). Using production-grade resins in rapid molds ensures that the test results—such as cytotoxicity and sensitization—are representative of the final product.
In the automotive industry, insert-molded components like high-voltage connectors require rigorous vibration and seal testing. By validating the encapsulated wire bonds and seal integrity in the bridge production phase, manufacturers can obtain relevant certifications months before the hard steel production molds are ready.
Advanced Rapid Tooling Solutions at Livepoint Tooling
Livepoint Tooling leverages over 20 years of expertise to deliver high-precision rapid tooling and injection molding services, certified under ISO 9001:2015 and IATF 16949:2016.
Engineering Precision and Speed
The company’s rapid tooling capabilities are designed for speed and accuracy, delivering T1 samples in as fast as 2 weeks. By utilizing high-speed CNC machining and in-house EDM, Livepoint Tooling achieves ultra-high precision tolerances of up to 0.005 mm. This level of accuracy is critical for complex multi-material parts, such as the “World’s First UHV Hybrid Insulator” developed in partnership with top universities, which showcases their ability to handle challenging insert molding projects for high-voltage applications.
Comprehensive Manufacturing Capacity
With two manufacturing bases covering 6,800 m², Livepoint Tooling supports projects from low-volume prototyping to mass production. The facility is equipped to handle over 100 types of plastic and rubber materials, ensuring that every bridge production run uses the exact specified resin. Whether for a medical device requiring strict hygiene standards or an automotive component demanding robust durability, their integrated approach mitigates risk and accelerates market entry.
Accelerate your multi-material project today by contacting the Livepoint Tooling engineering team to verify your overmolding and insert molding designs for rapid production.